�������^��Ч�Ĺ���(y��ng)朹������Ԃ��˵�����---���nj���c�����̘I(y��)���̵�����Ҫ�أ��������Y��������Ϣ���ļ��ɹ���������(y��ng)朵�����Ҫ���ܲ��ɷ֣���������������Ļ�ӡ�
���������������У����a(ch��n)���������������ǹ������������������������ͺ����������Ľ������г��φ��µ����ã������P(gu��n)ע�c�����ǏĹ����������������_(d��)܇�g�����a(ch��n)�������������I(y��)���о�����D��1��ʾ��
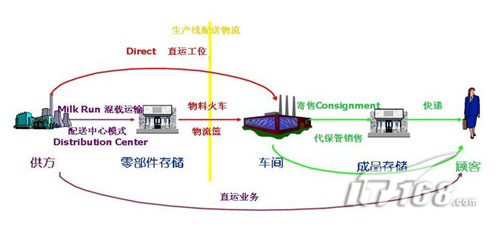
�����D��1
����ᘌ������a(ch��n)��������������������(j��)����Q���I(y��)��(w��)ģʽ���I(y��)��(w��)ģʽ?j��ng)Q�����I(y��)��ʽ��ԭ�t���������{(di��o)�����a(ch��n)���������������Y(ji��)��ӆ؛ģʽ���_�J(r��n)���a(ch��n)�������㲿�����w���a؛ģʽ���ٸ���(j��)�a؛ģʽ�_�J(r��n)����(y��ng)�İ��\��ʽ��
�������������̺Ͳ��EҊ�D��2
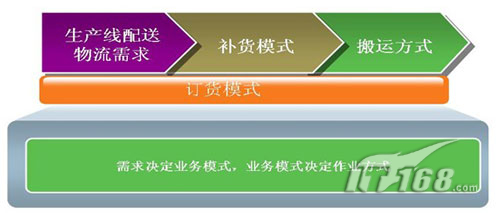
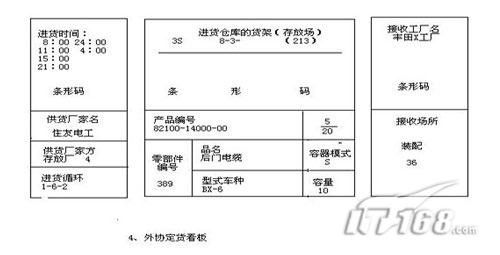
�����D��2
����2. ���a(ch��n)�������������I(y��)������
�������ȣ�Ҫ������һ�����a(ch��n)�������������I(y��)������
�������a(ch��n)�������������I(y��)�Ǟ����a(ch��n)����(w��)�ģ���횷������a(ch��n)���I(y��)�������������I(y��)�����wҪ��
����1. �����a(ch��n)�F(xi��n)�����ӹ����b�䲻���g�࣬������B�m(x��)���I(y��)������Ҫ��һ�������ľ�߅��棻
����2. ������a(ch��n)���I(y��)����ֵ�^�̣��������Ĉ��أ��ڲ��Õr��(y��ng)����������a(ch��n)���I(y��)�Aб����߅���M��ռ����С�Ŀ��g������Ŀ��gҪ����o���a(ch��n)���I(y��)��
����3. ͬ�r���㲿�����͵�Ŀ�ĵأ�Ҫ�M���������I(y��)�ˆT���p�����I(y��)�ˆT�߄ӡ��D(zhu��n)�������������M�IJ���ֵ���I(y��)�r�g��
����4. ���������������I(y��)�����͡��bж���[�š���������ӵȣ��Dz���ֵ�^�̣�������I(y��)��(y��ng)�M��������ʡ�ԡ�
�������������a(ch��n)���Č������������I(y��)����������һ�£��҂����l(f��)�F(xi��n)��������Æ�Ԫ���O(sh��)Ӌ�;�߅Ҏ(gu��)�����ܺܺõĽ�Q��3헺͵�4��е������}����1헺͵�2헆��}��ì�ܽy(t��ng)һ�w���C������һ�£������������С�Ď���M���B�m(x��)�����a(ch��n)�����S�������ʽ����������������횵Įa(ch��n)Ʒ���ڱ�횵ĕr�H����횵Ĕ�(sh��)���������(�����^��)��
���������ѽ�(j��ng)���_����Ҫ�x����m�ľS�ȁ������������M����һ���ķ�����������(y��ng)��������������ղ�ͬ�ľS�ȣ����Ԅ��ֳ��ܶ�ķ�����磺��������Ŀ�ĵأ����Ԅ��֞�ֱ��ģʽ����������ģʽ�������������I(y��)���̵İl(f��)���ˣ����Ԅ��֞鹩��(y��ng)���������������ͷ��N�����������ṩ��������(w��)�İl(f��)���ˣ����Ԅ��֞��һ���������ڶ����������������������������������÷�����Ԅ��֞鹩��(y��ng)���� ���N�����������a(ch��n)���� �������������������� ���U������ ��߀�������ķ��ʽ���@��Ͳ�һһ٘����
�����ĺηN�Ƕ����֣����ܽ�Q����͵Ď��M�����a(ch��n)��ì���أ�ͨ�^�����a(ch��n)�������������I(y��)��������������y���������ھ��w���㲿�������������ɕr�g����횵ĕr�͔�(sh��)������횵Ĕ�(sh��)�����ɂ��S�ȡ���ˣ��Õr�g�͔�(sh��)���ɂ��S�ȁ��������a(ch��n)�������������I(y��)���o��������m�ġ��c֮ƥ�����ѹ��ߣ�����APICS����������c���a(ch��n)���ƅf(xi��)������ӆ؛ģʽ��
���������҂����˽�һ��ӆ؛ģʽ�@�����ߣ�
����3. ӆ؛ģʽ��Order Model��
�������Օr�g�͔�(sh��)���ɂ��S�ȣ���������������������ӆ؛���Կ��Ԛw�{�����£��D��3���ķN��
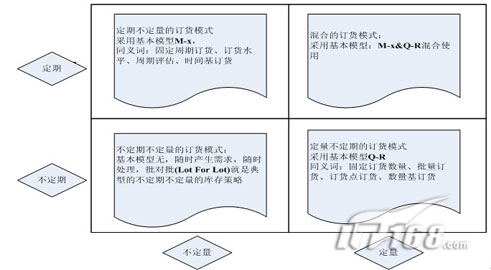
�����D��3
�������N�a؛ģʽ�����Օr�g�������M�ЃɾS��������Ԛw�{�����С��Q��Ԓ�f����ͬ���a؛ģʽ���ķNӆ؛ģʽ�ľ��w������
���������҂�������һ�£���ͬ���a؛ʽ�w�ٵ�ӆ؛ģʽ���Լ������c��
����4. ��ͬ���a؛ģʽ����ԭ��
����1.���壨Kanban�����@���f�Ŀ��壬��ָ�I(l��ng)ȡ���壬�������a(ch��n)ָʾ���塣������һ����Ԫ�����b���ⲿ��(bi��o)�������d��Ʒ�N����Ԫ�����b��(sh��)������ŵء��������������������I(y��)�����P(gu��n)��Ϣ�����ԣ��ı��|(zh��)���f���������a؛��Ϣ��һ�NĿҕ�����w�F(xi��n)�����a؛��Ϣ��һ�N���d��ʽ��
���������S��ķ���I(l��ng)ȡ����֞鹤���(n��i)�I(l��ng)ȡ�������f(xi��)ӆ؛���塣�mȻͬ���I(l��ng)ȡ���壬������ӆ؛ģʽ���б��|(zh��)�^(q��)�e�ġ�
���������҂������w�����ɷN����ӆ؛ģʽ֮�g�ą^(q��)�e��
���������(n��i)�I(l��ng)ȡ����ľ��w������Ҋ�D��4�����w�IJ����������£�
����1��������\��������횔�(sh��)�����I(l��ng)ȡ����Ϳ������b���\ݔ�����ϣ�����ǰ������㲿����ň����˕r��ժ�µ��I(l��ng)ȡ�������I(l��ng)ȡ�������(n��i)�e�浽����Ҏ(gu��)���õĔ�(sh��)�������������ڵ�ӆ؛ģʽ����(y��u)�Ȳ��ã����߶����I(l��ng)ȡ�����ڲ��������I(l��ng)ȡ��ӆ؛ģʽ��
����2������İ��\���ڴ�ň��I(l��ng)ȡ�㲿����ͬ�r����ȡ�¸��������ϵ����a(ch��n)ָʾ���壬�����@Щ������뿴������䡣���\��߀Ҫ�ѿ������ŵ�ǰ����ָ���Ĉ���
����3�����\�����Լ�ȡ�µ�ÿһö���a(ch��n)ָʾ���嶼�Q��һö�I(l��ng)ȡ���塣��ע��Ʒ�N�Ƿ������
����4���ں������I(y��)һ�_ʼ���ͱ�횰��I(l��ng)ȡ��������I(l��ng)ȡ������
����5����ǰ�������a(ch��n)��һ���r�g���ߔ�(sh��)�����㲿���r����회����a(ch��n)ָʾ�����ռ������������ڴ�ň�Aժ�µ���������a(ch��n)ָʾ������
����6�����շ������a(ch��n)ָʾ������ĵ����a(ch��n)ָʾ�����������a(ch��n)�㲿��
����7�����M�мӹ��r���@Щ�㲿�����������a(ch��n)ָʾ����һ���D(zhu��n)��
����8����ɼӹ����㲿�������a(ch��n)ָʾ����һ���D(zhu��n)�Ƶ���ň�
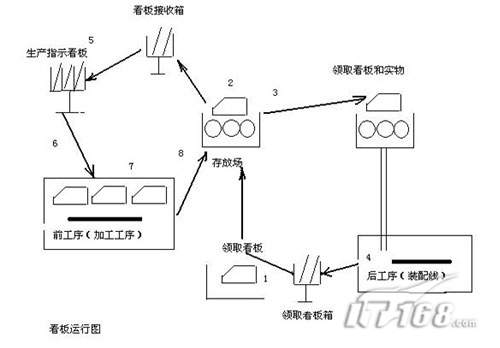
�����D��4
������f(xi��)ӆ؛�����ʾ��Ҋ�D���D��5��
�����D��5
�����ĈD��5���Կ�������f(xi��)ӆ؛������a؛ģʽ�Ƕ��ڵģ�ӆ؛�r�g�ѽ�(j��ng)���O(sh��)�������Ƕ����a؛�Ŀ��唵(sh��)��δ����ͬ����һ���IJ����ԡ���ˣ���f(xi��)ӆ؛�����Ƕ��ڲ�������ӆ؛ģʽ�����õ���M-xģ�ͣ��������a�䡣��f(xi��)�����c�����(n��i)�I(l��ng)ȡ���岻ͬ��ȫ�����ö��ڲ�������ӆ؛ģʽ��
���������m���㲿�������ǣ��A(y��)�y�c���H����10%�ԃ�(n��i)������r�g�c��(ji��)��������|(zh��)��������(w��n)������˿��匦����ˮ�����I(y��)�Ĵ����(sh��)ͨ������������m�õġ�����ͬһ��㲿������헶࣬��ÿ�N�������ռ��һ����λ���ߣ��������f�����������ˣ��@�N��r��Ҫ���鿼�]��