���������F��I���R���Ј������h���l���˾��׃���͑aƷҎ���|���ͽ�؛�ڵ�Ҫ��Խ��Խ�ߡ������m����������Ҫ��������F��I�_ʼ��ʩERP��MES��֧�����M�����a�c���I����ģʽ�����У���ͨ�a�N�@�l�P�I·�����������I���������a����֮�g�Լ����a���N��֮�g��㕽ӣ���ͨ�^��Ϣ��ϵ�y�����F��I����ˮƽ���P�I���ڡ����Č���SAP��˾��ERP�h���������Ժ�����F���F��˾�a�Nһ�w����ԃ�Ŀ�鱳����������F��I���F�a�Nһ�w�����P�I���g��
1 ��F��Iһ��a�Nģʽ����
1.1 ��������
����F��I���ԣ�ERPϵ�y��Ҫ�������aӋ���c����(PP)�����Ϲ���(MM)���N���c���N(SD)��ؔ�չ���(FI)���|������(QM)�ȹ���ģ�K;MES���������IӋ�������a�{�ȡ����ϸ�ۙ���O��������|����������ˇ�������������ȹ��ܡ��ɂ�ϵ�y�fͬ�����r����һ���̶����܉�֧���ճ��I�յ�չ�_����SAP R3ϵ�y����������w�a�N����(��D1��ʾ)���¡�
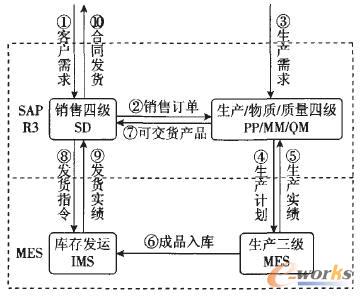
�D1 һ��a�Nģʽ
(1)�N�۲��T��ERPϵ�y�Ƚ��տ͑�ӆ؛�����γ��N��ӆ�Ρ�
(2)���a���T��ERPϵ�y�ȸ������H���a���a�����aӆ��(�����N��ӆ�κ�̓�Mӆ��)���������aӆ���ƶ����aӋ����
(3)���a���Tͨ�^ERPϵ�y�����aӋ�����_�����a�S�����a�S�������aӋ����MES�Ⱦ������IӋ����������aӋ�����{�Ȉ��С�
(4)��Ʒ�¾���MES�ɼ����a���������ς���ERPϵ�y�����a���������|��ģ�K;ERPϵ�y�|��ģ�K����Ʒ�M���|�z�ж���Ʒ��Ϣ�M����l�\ϵ�y��
(5)�|�z�ϸ��M����l�\����ϵ�y�ĮaƷ�Q��ɽ�؛�aƷ�����Ա��N�۲��T����;�N�۲��T���ɽ�؛�aƷ�M�н�؛���䣬���l�Ͱl؛ָ��o���l�\����ϵ�y��
(6)���l�\ϵ�y���հl؛ָ������b܇���첢�ς��l؛�����oERPϵ�y��
(7)��؛�Y���ͬ��؛��ɡ�
1.2 ȱ��
���Ϯa�Nģʽ�У�ERP��MES������������ϵ�y�������mȻ�ڹ������γ�һ���Ļ��a���܉�֧����I�����I�յ��_չ�����Ǵ��������}��
(1)�a�N֮�g㕽Ӳ��������ȣ��N�۲��T�ں�ӆ�N��ӆ���^���в�δ���]�F�Ў���Լ����a�����ȷ�������ƣ��������a���T�����Ӵ���̓�Mӆ�β��ܰ������a�����º�ͬ���a���ڵ������Լ�������ӆ�ήaƷ�ij��F����Σ������N�۲��T���ܼ��r�õ���ͬ������r�ķ�����Ϣ��ֻ�ܵȮaƷ���a��ɲ��܌��aƷ�c��ͬ����ƥ��������_�l؛ָ��ӄ��aƷ���ܰ���؛�ڰl؛����r���Ķ������N�۳ɱ����ӻ�aƷ��ǰ���a������ɮa��Ʒ����M�����ӡ�
(2)ERP�cMES֮�g��Ӌ��㕽ӹ��ܴ���Ƿȱ������ERPϵ�y�a�������aӋ���ǟo������Ӌ����δ���]�����a���T�Č��H���a�����Լ����S�g�Įa�ܺ�������ƽ�⣬������Чָ�����S�Č��H���a����һ���棬MES�H�DZ��ӵؽ���ERP��Ӌ������MES���FӋ�������a�r���ܼ��r�����H���a��r������ERPϵ�y�С�
(3)�|�������wϵ�����ơ�ERPϵ�y�Л]�н���ұ��Ҏ���ͮaƷ�˜��wϵ�������a�N�^����ȱ�����aƷ�|������Ч���ƺ�ۙ���@Ҳ����ɴ�����ӆ�ήaƷ����Ҫԭ��֮һ��
2 �a�Nһ�w��ϵ�y���w�ܘ�
���˿˷��������}����Ҫ�����a�c�N���M��һ�w���Ĺ������a�Nһ�w��ϵ�y�����^�����Ϳ��ƵĽY�ϲ������w��I�YԴ����ϵ�y�е��N�ۡ��|�������a��ؔ�ա���؛���l�\������MES����Ҫ���ܣ����з�ӳ��F�ИI���a���I�����c���ɞ���F��I��Ϣ���ĺ��ġ��D2�����������SAP ERPϵ�y�h��F�Įa�Nһ�w��ϵ�y�ܘ���������ERP��R3ϵ�y��ERP�ĸ�Ӌ��ϵ�y��MES���������ģ�K��MES�����I�ų�ģ�K��PCS�^�̿���ϵ�y�������ֵĹ��ܷ������¡�

�D2 �a�Nһ�w��ϵ�y�ܘ�
(1)ERP��R3ϵ�y��ERP��R3ϵ�y�����N�۹���SD�����a����PP����������MM���|������QM��ؔ�չ���FI�������ھ�BW��ģ�K��
(2)ERP�ĸ�Ӌ��ϵ�y��ERP�ĸ�Ӌ��ϵ�y����������Ӌ����ӆ�ι���(���������ƥ��ATP�Ϳ����������ZCTP)���|���OӋ������Ӌ�����a��Ӌ������������Ӌ���Ⱥ��Ĺ��ܡ�
(3)MES���������ģ�K��MEs�Ĉ���ģ�K�������I��ۙ�����aָ����l�\�ȹ��ܡ�
(4)MES�����I�ų�ģ�K��MES�����I�ų̰������IӋ����Ӌ���{�ȵȹ��ܡ�
(5)PCS�^�̿���ϵ�y���^�̿���ϵ�y����Ҫ���ܞ����MES�������ģ�K�����aָ���MES�������a������Ϣ��
��ԓ�ܘ��£�ERPϵ�y��MES�������ģ�K֮�g��MES�c�^�̿���ϵ�y֮�gͨ�^���r��Ч����Ϣ���������C�a�N֮�g��Ϣ�Ĝ�ͨ�c㕽ӣ�����ERP�ĸ�Ӌ��ϵ�y��MES�����I�ų�ģ�K��ͬ���ɵĮa�Nһ�w��Ӌ��ϵ�y�ɱ��CERP�cMES֮�gӋ����㕽��c�f�{�����⣬߀��ͨ�^ERPϵ�y���|���������ܡ���Ӌ���е��|���OӋ�����Լ�MES���|���������ܵ���Ч���Ɍ��F�����^�̵�ȫ���|�������wϵ���������a�N�^���Ќ��aƷ�|���M����Ч���ƺ�ۙ��
3 һ�w��ϵ�y��ʩҪ�c
���F��F��I�a�Nһ�w����Ŀ���������Ј��錧��؞���Կ͑������ĵ�˼�룬��ͨ�N�ۡ��|�������a��ؔ�ա���؛�Ͱl�\���P�I�������̣���߽�؛�ںͽ�؛�ʕr�ʣ�ȫ�������I���Ј�푑��ٶȺ͑�׃��������Ӌ���c�{���wϵ���|�������wϵ�@�ɂ�؞�������a�N�^�̵ķ����̽ӑ��ʩ�a�Nһ�w����Ҫ�c��
3.1 ����һ�w����Ӌ���c�{���wϵ
��F��I���aӋ���c���a�{���wϵ�ɷ֞����L��Ӌ��������Ӌ�������IӋ�������a�{�Ⱥ����a���еȌӴΣ����϶��£�Ӌ�����g��u�s�̣�Ӌ��������u���_���ό�Ӌ��ָ����Ӌ������Ӌ���nj��ό�Ӌ���ľ��w��������Ӌ���o���õ��M����{�ȽY���r����ͨ�^�{���ό�Ӌ����Q����Ӌ���Ĉ��нY������������һ���ӴΡ�
�ڮa�Nһ�w���ܘ��£����aӋ���ľ��Ʋ�������һ��ϵ�y����ģ�K�ĆΪ��΄ա��ƌW���������aӋ�����ƣ���Ҫ�ڸ���ϵ�y�Ȳ�������ϵ�y֮�g�M��Ӌ���ă����ͅf�{��MES�cERPϵ�y֮�g����MES֮�g�Ĺ��ܼ����c�֓����Լ�����֮�g�ąf�{�C�ƾͳɞ�a�Nһ�w��Ӌ���wϵ������һ���P�I���}��
3.1.1 ERP�cMES�ļ���
(1)ERP�cMES�Ĺ��ܷ֓�
һ���棬ERPϵ�y��ԓ�߂�ATP��CTP������������������Ӌ�����a��ƽ��ȹ��ܡ�ͨ�^�@Щ�����F�Ȳ�������ϸ��S���aӋ����ƽ�⣬���������֏SMES�����aӋ����Ӌ�������r�g���Լ��O�������ȷ����ƽ�⡣
��һ���棬����ERPϵ�y�o�����]���AҊ��ˇ�s�����O���r�ȷ������r������MES�����I���]��ˇ�l�����O���r�ȼs����ERPϵ�y�ڽ��յ�MES���IӋ������Ҫ�����aӋ���M�и��¡�
(2)ERP�cMES֮�g�ąf�{�C��
���ȣ�ERPϵ�y���_���aӋ���oMES��MES���^���I�ų̺���ERPϵ�y�ύ���IӋ��;��Σ�MES���Hؓ؟��һ�O���Ӌ������߀�茦MES�Ȳ����a����Ӌ���������M��ƽ��;���MES�c���a�����ཻ�Q��Ϣ����ɔ����ռ�����K���aָ������_����Ӌ�������^�����M�ЄӑB�{�ȣ������{�ȽY��������ERPϵ�y��
3.1.2 �����SMES֮���ļ����c�֓��f�{
(1)MES����
����ϵ�y���Hؓ؟��һ�O���Ӌ������;߀��Ҫ������ϵ�y�Ȳ������a���Ȳ���Ӌ���������M��ƽ�⡣
�麪䓞�����������܈MES����܈�S���a���ܶ࣬�����Pϵ���s�������܈MES����ֿ��]�����a����Ӌ���f�{������㕽ӡ�����CSP MES�������B�T�B܈�Ĺ�ˇ���c���c���ϵ�o�ܡ����CSP MES��Ҫ���]�c���Ӌ��(CSP����)��һ�w�����ƺ��{�ȣ���ұ�T܈һ�w����
(2)MES֮�g�ąf�{
���ڸ�MES֮�g��Ӌ���f�{���ɿ��]���ɷN���ԡ�
1)����ϵ�y֮�g�f�{
������ϵ�y֮�g���ǹ�������Ӌ���A�Ά������ļ���Ӌ��ϵ�y�������܌��F���֏S���aӋ��������Ӌ������Ч㕽ӡ���ˣ�������ϵ�y֮�g�ɲ���Ӌ�����ŵķ�ʽ�����η֏S����������aӋ�������������ύ�o���η֏S�����η֏S�ٸ������յ����������Y�����aӋ���M���Ůa���磺��܈��CSP�ύ䓾�����Ӌ����CSP����ύ�ˮ����Ӌ�����а�S��䓏S�ύ��������Ӌ���ȵȡ�
2)ͨ�^�ļ��f�{
������ϵ�y֮�g����������ͨ�^�ļ���Ӌ��ϵ�y�ąf�{�����F���֏S���aӋ��������Ӌ������Ч㕽ӡ�
3.2 ���������^�̵��|�������wϵ
���Ƶ��|�������wϵ��֧�֮a�Nһ�w��ϵ�y����Ҫ���A֮һ����؞��һ؞�|����������轨������ȫ���a�^�̵��|�������wϵ������Ҫ���ݰ�����
(1)����ұ��Ҏ���ͮaƷ�˜ʎ죬���ƌ��aƷ�ijɷ֡����ܡ�Ҏ�ߴ繫����b��ӛ�ȅ�����Ԕ�����x�������Ͳ���S�oұ��Ҏ���ͮaƷ�˜����|���������P�I��
(2)���F�|���OӋ�^�̹��������Ñ�ӆ؛�r��һ��������_�ĮaƷ��������ͨ�^ָ�����w�ĮaƷҎ������K��;���õ�ԓ�Ñ�ӆ�Ό�����ұ��Ҏ�������Ñ����a�cұ��Ҏ����Y�ϣ��Ϳ��Ա���ԓ�aƷ�IJ��Ϝʂ䡢���a���z���е�ȫ�^�̵�һϵ�о��w�|��Ҫ���Լ����a�^���еľ��w��ˇҪ��Ȼ����ұ��Ҏ���ͮaƷ�˜ʎ����A�����aƷ�|���OӋ�^�̣����F���˜�+�������a��
(3)���F���a�|���^�̹�����ͨ�^Ӌ�����̣������ƅ������_�������F���Ʒ����Ʒ���a���A�εĹ����|�����ƺ��|���ж���ͨ�^�|�������c�\�࣬��ÿһ�z���c�ęz��Y�����͵��|���ж�ģ�K��Ӌ���{���c����ģ�K(��䓰�����䓅^��܈䓅^)���Ա������a�^���м��r�����|����Ϣ�{���{�ȷ��������F���a�^�̵ă������ơ�ͬ�r�����������M���u���������^�̅��������F�|�����M��
4 �Y���Z
���m���Ј�������ӻ����������F��I�_ʼ��ʩ���M�����a�c���I����ģʽ��ϵ�y���a�Nһ�w��������F�ИI��Ϣ�����g���������g��Խ��Խ�ܵ���I���Ƴ硣Ŀǰ�����鱾�ı������Ŀ�ѽ��M�����MӋ���ų�ϵ�y�ķ����OӋ�A�Ρ�����������Įa�Nһ�w��ϵ�y�Ŀ�ܼ���ʩҪ�c��������ԓ�Ŀ������Ҫ��ָ�����ã����Ҍ�������I����Ϣ�����OҲ���н��b���x��(�f������)